工作機械関連事業
技術情報/Q&A Q&A
NC円テーブル
マシンバイス
手動式テーブル
NC円テーブル
コントローラーについて
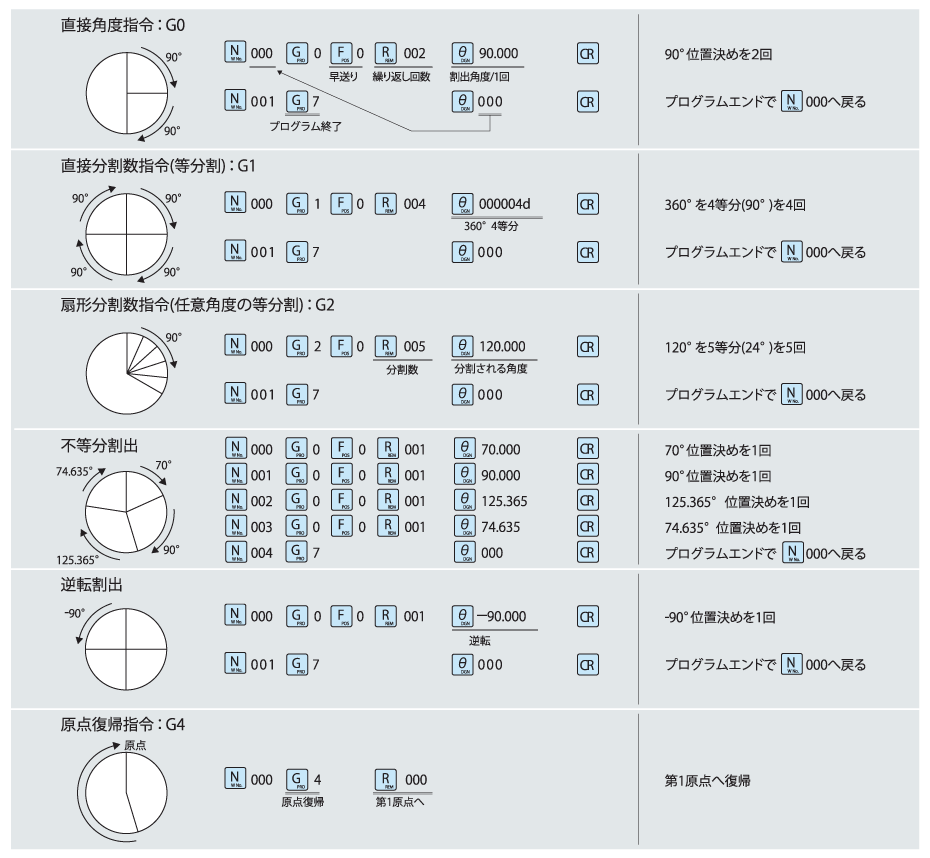
TPC加工プログラム例を教えてください。
下記表をご確認ください。
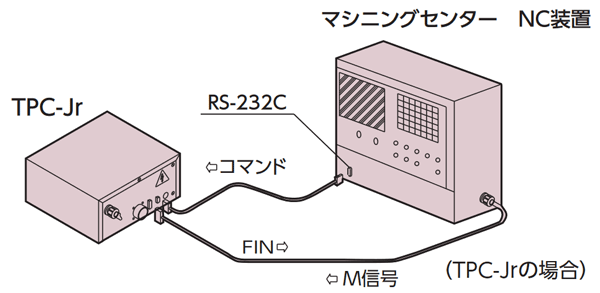
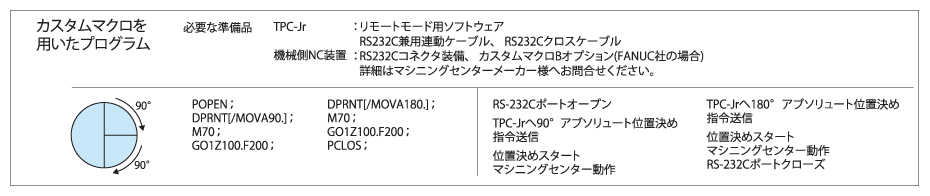
機械側でのプログラムを一本化したいのですが。
リモートモード+M信号をご用意しております。 ※オプション対応
機械側NCのRS232ポートから指令を送り、M信号でスタートさせるうれしいプログラム一本化機能です。
注)マシニングセンターによってはこの機能が使用できない場合もあります。詳細はマシニングセンターメーカー様にお問合せください。
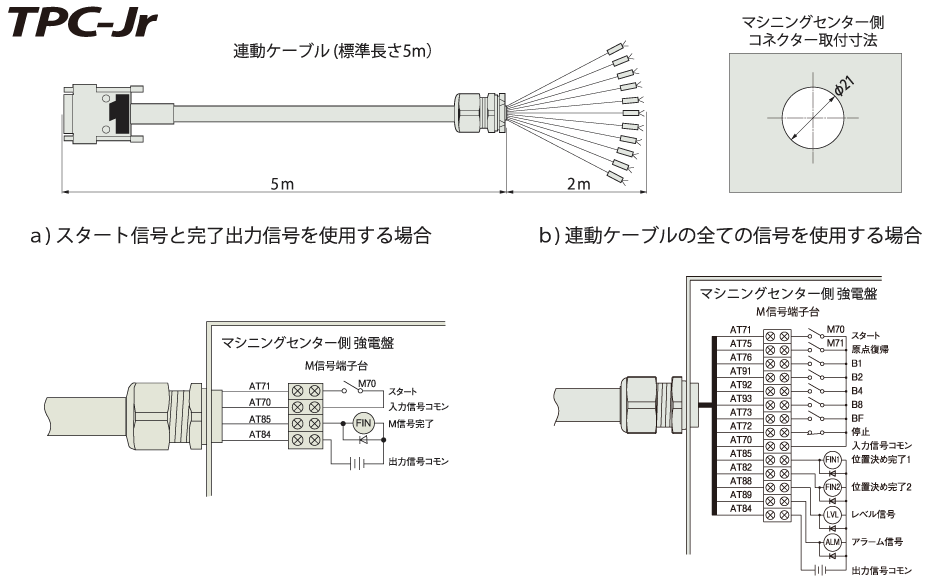
工作機械との連動について教えてください。
下記資料をご参考ください。
注)
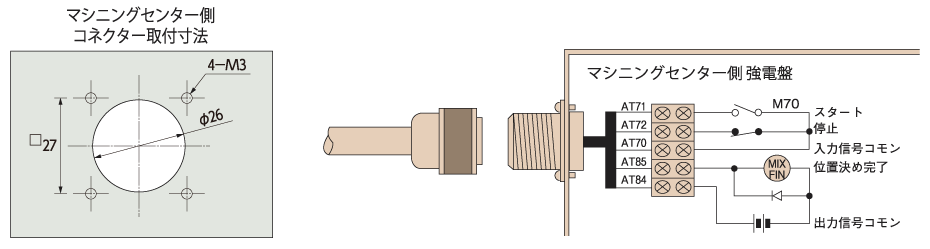
1.完了信号等をリレーで受ける場合は、電源はDC24Vでご使用下さい。AC100V、200Vでの接続は出来ません。
2.スタート信号は内部スイッチの切替えにより、外部24V電源で使用できます。
3.マシニングセンター側のリレーには、サージキラーを必ず取り付けてノイズ対策の処理をしてください。
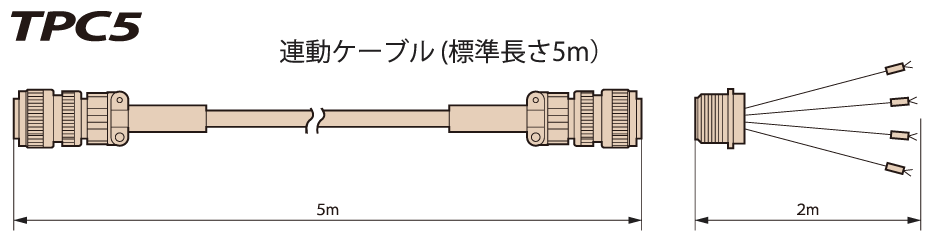
a)標準連動ケーブル M信号とその完了信号のみで連動するためのケーブルです。
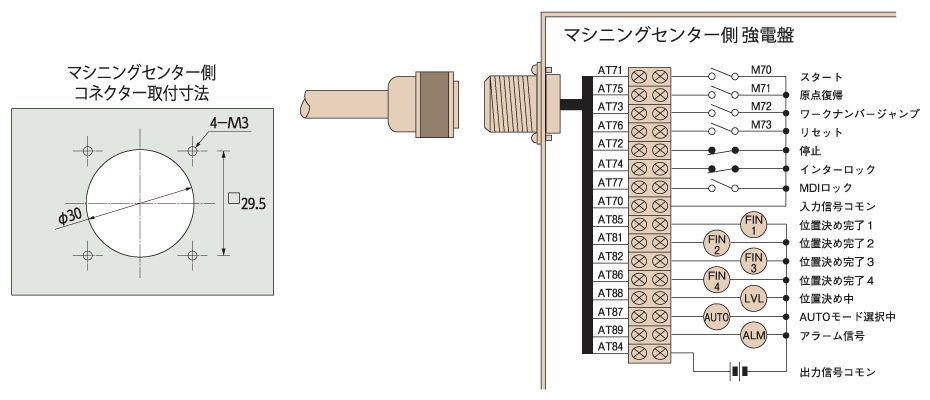
b)フル装備型連動ケーブル(オプション)
ストップ、インターロック入力信号やレベル、アラーム出力信号等の多彩な信号を使用することができます。
また外部からのワークナンバーセット機能、角度データーセット機能、M信号データー固定入力方式等を使用する場合にはこの他にB信号ケーブルも必要です。接続例が必要な場合は当社までご請求下さい。
注)
1.完了信号等をリレーで受ける場合は、電源はDC24Vでご使用下さい。AC100V、200Vでの接続は出来ません。
2.スタート信号は内部スイッチの切替えにより、外部DC24V電源で使用できます。
3.マシニングセンター側のリレーには、サージキラーを必ず取り付けてノイズ対策の処理をしてください。
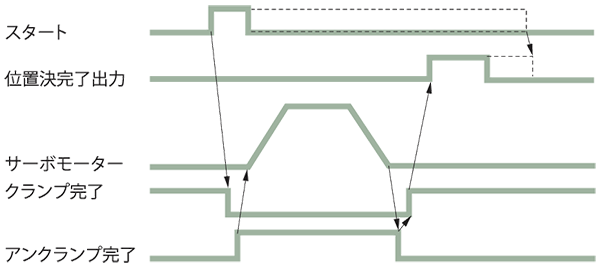
タイムチャートを教えてください。
下記チャートをご参考ください。
注)
1.スタート入力信号は、パルス信号(10msec以上)でもレベル信号でも、受け付けることができます。
2.マシニングセンター等のM信号にて連動運転される場合には、必ず位置決め完了信号でそのM信号の完了としてください。
施工時の準備品は何ですか?
下記資料をご参考ください。
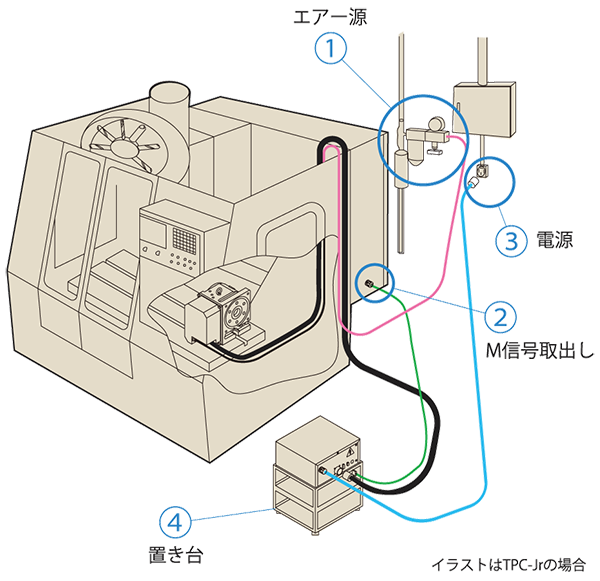
1.エアー源
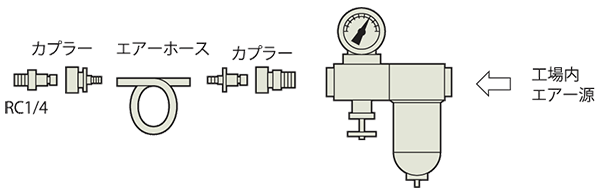
TPCコントローラーでのNC円テーブルのクランプ方式は空圧または空油圧で行いますので、クランプ制御用のエアーが必要です。
お客様にて準備いただくもの
- エアーフィルター、レギュレーター(エアー圧0.49MPa)
- エアーホースまたはエアーチューブ
- ジョイントカプラー(円テーブル側RC1/4)
モデルによってはφ6チューブ接続の場合があります。
2.M信号取出し
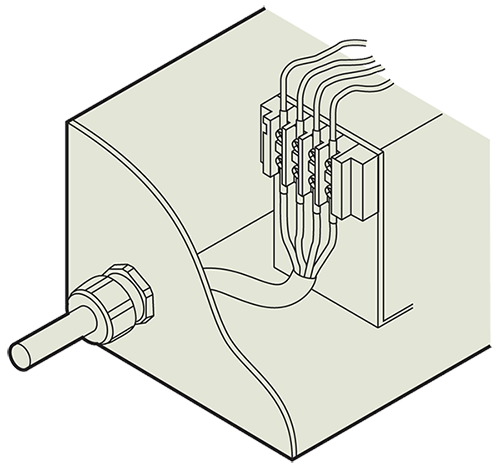
マシニングセンターでNC円テーブルを制御する場合、通常マシニングセンターのM信号等で制御します。
マシニングセンターメーカー様へお問合せの上、M信号、M信号完了等の信号が端子台まで接続されていることを確認ください。
M信号の取り出しが必要な場合は、マシニングセンターメーカー様へご依頼ください。
3.電源
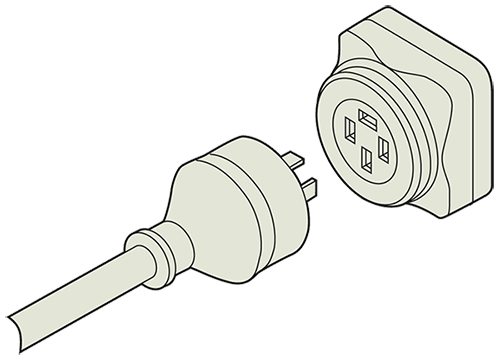
TPC制御用のコンセント準備が必要です。
TPC側には接地付3Pプラグコンセントがついていますので、これを利用して接続することをお勧めします。接続用コンセントを準備ください。
TPC側コネクター WF4420(Panasonic)
相手側推奨コネクター WF1420等(Panasonic)
異なるコネクターを使用される場合は、お客様にて準備ください。
電源容量については、各々の仕様のページをご参照ください。
アースは、D種(第三種)接地されている箇所へ接続してください。
4.置き台
TPCコントローラーの置き台を準備ください。
各々の仕様のページの外観寸法、重量を参照してください。